专业的浙江浸渗厂家今天根据很多朋友提出问题,浅谈一下有关铸件进行浸渗处理的好处以及方法。内容如下:
浸渗处理方法根据铸件缺陷性质、分布状况、铸件工作条件、结构尺寸及浸渗剂的类型等具体情况,可分为局部浸渗和整体浸渗两大类。

局部浸渗
布局浸渗
一、局部浸渗方法有刷涂法、注射法、浸涂法及局部加压浸渗法,它适用于已知泄漏部位的铸件。此法工艺简单、操作方便、浸渗剂消耗少,多用于大型铸件或单件生产的铸件。
整体浸渗
二、整体浸渗方法有常压浸渗、加压浸渗、真空浸渗及真空加压浸渗,多用于大批量生产的中小铸件。
铸件浸渗带来的好处
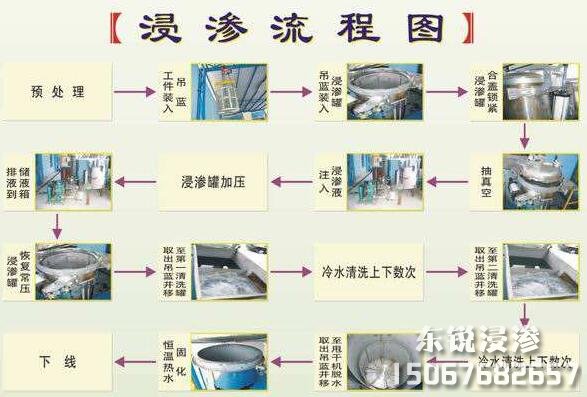
浸渗工艺流程
将铸件进行浸渗处理,产品质量将得以保证,可以避免因发生泄漏而被退货。浸渗加工的费用仅仅只是重熔、重铸及其它费用的很小一部分,还可以节省重铸及加工所要耗费的能源和时间,而且即使重铸的产品也同样存在泄漏的可能。用压力测试是不能完全发现是否有泄漏的,即使当初的压力测试合格的话,也有可能因为后续的机加工或是由于工件内部轻度的腐蚀,都有可能引起泄漏,因此靠压力测试是不能完全推断工件在将来是否具有危险性。
另一方面,实施电镀、涂装等表面前处理同样不能完全预防不良率的发生,可能在电镀完成时是完美的成品,可是也许在一段时间之后,当产品交付到客户手中时,铸件发生吐酸的现象,产品将变成次品。这些都是非常现实的情况。通常铸件需要机加工而后使用,当对铸件进行机加工时,机加工通常可能会打开内部孔隙,有时也因为机加工震动或是加热受冲击,这些孔隙也可能因此而贯通,这样的微孔需要进行浸渗加工,所以通常在机加工后进行浸渗处理搅拌机 乳化机 自动旋转门 分散机 搅拌机 混合机 乳化机 旋转门 起重机 搅拌设备 静态混合器 激光打标 水箱 净化空调。灰铸铁、有色金属材料、铝镁合金、烧结部件、钎焊/焊接组件等等都可以进行浸渗设备处理。
浸渗设备浸渗剂包括无机和有机物两种类型,都必须具有良好的渗透性和粘附性。
总结一下:以上就是台州浸渗小编整理的有关《浅谈:铸件浸渗处理方法》的大致内容,希望对您有所帮助。想要了解更多有关铸件浸渗方面的其他信息,请收藏本站及时关注本站更新。
总结:以上就是关于《浅谈:铸件浸渗处理方法》的全部内容,希望对大家有所帮助。想了解更多有关浸渗剂、浸渗设备、浸渗加工方面的相关内容,请收藏本站及时关注本站更新。东锐浸渗唯一官方网址:www.cnzjsn.com「东锐浸渗加工」电话:15067682657
(备注:本站部分文章、图片来源于网络,如有侵权请第一时间告知,小编核实后会立刻删除,不接受任何形式的恶意索赔。)
