相信说的多了,很多朋友早就知道什么是浸渗?那么今天为什么还要谈这个话题呢?复习,对了,答案就是要复习,不仅复习浸渗的概念,还要继续复习谈谈浸渗加工的工艺流程,只有经常学习复习,才能对知识掌握的更好。具体详情如下:
什么是浸渗?
浸渗技术是利用浸渗剂(即浸渗胶)在压力作用下渗入多孔性工件经固化反应而达到填补空隙的目的,浸渗技术是现代科技发展的一项新技术。
浸渗技术广泛用于铸造缺陷的密封;木材的防虫、防腐、阻燃;粉末冶金件的增强、防蚀和密封;水泥制品的防碱或酸性腐蚀以及电器、电子元件的防潮和绝缘。
浸渗工艺的主要工艺流程
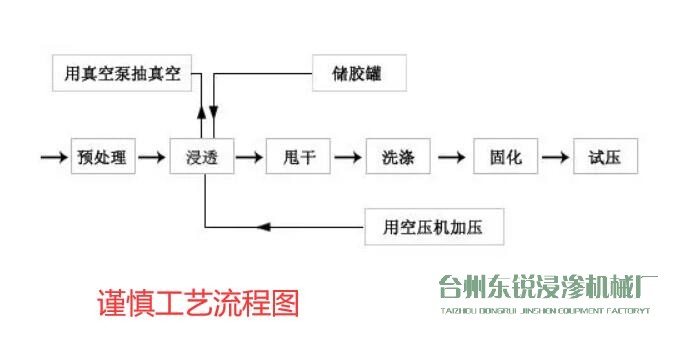
1、浸渗预处理
铸件最好在抛光加工后进行,粉未冶金最好烧结后进行,零件如有油污可用前处理设备脱脂,洗脂,清洗,烘干。
2、浸渗
1、把装有零件的浸渗篮放入浸渗罐子中。
2、干真空处理:开动真空泵,真空压力在0.09mpa以上,用真空把零件微孔或裂纹内的空气(或水、油等)抽出,抽真空时间为10分种。
3、湿真空处理:用真空把胶液吸进浸渗罐内,胶液的液面高出浸渗篮中零件50~80mm为准,继续抽真空15分种,然后缓慢卸下至常压,浸泡数分种。
特殊情况下,如采用高粘度密封剂
或者工件体积、厚度较大时,则开启空压机,用压缩空气把胶液压入零件中的微孔或裂纹内,压缩空气压力根据具体情况而定,如果没有特殊要求,压缩空气压力在0.4mpa即可,时间为10分种,但对大多数用户,可取消加压工序,只采用干真空——湿真空浸渗是迄今最有效的方法,压力浸渗后开启输胶液管道阀门,通过压力把浸渗罐中的胶液压回储胶罐内,卸压。
3、滴干及甩干
浸渗完毕,打开浸渗罐的盖子,用吊钩把浸渗篮吊离胶液(篮底离开胶液表面),让浸渗篮及其内装零件表面粘附液滴干或甩干,放入甩干机,将胶液甩干,然后把浸渗篮移至洗涤罐中。
4、洗涤
洗涤罐中放入能渗过浸渗篮的水。为了能洗涤干净零件上的胶液,浸渗篮上下抖动5次或左右摇摆、增加零件表面与水的摩擦,让零件表面多余的胶液溶于水中,洗涤时间为1分种,洗涤的水集中,经处理后排出。洗涤次数2次。个别结构特殊的零件,最好再用喷水枪冲洗内孔等部位。
5、固化
将洗涤后的零件放入热水固化槽内,恒温90℃固化
时间20分种。
6、试压
固化后的零件放进试压机试压或装配后试压。试压的压力高低,根据零件的使用压力而定。
总结:以上就是关于《再谈“浸渗加工”即浸渗技术(浸渗工艺)的主要工艺流程》的全部内容,希望对大家有所帮助。想了解更多有关浸渗剂、浸渗设备、浸渗加工方面的相关内容,请收藏本站及时关注本站更新。东锐浸渗唯一官方网址:www.cnzjsn.com「东锐浸渗加工」电话:15067682657
(备注:本站部分文章、图片来源于网络,如有侵权请第一时间告知,小编核实后会立刻删除,不接受任何形式的恶意索赔。)
