相信朋友们知道,现代汽车工业为了减轻发动机重量、节约油耗,汽车设计过程中较大限度的采用铝、镁、锌等有色轻金属及其合金材料和薄壁结构铸件作为发动机设计中的优先选择。但是铸件不可避免的会产生各种各样的缺陷,今天,台州浸渗小编就来和朋友们分析一下铸造缺陷形成原因及解决办法。内容如下:
铸造缺陷形成原因及解决办法
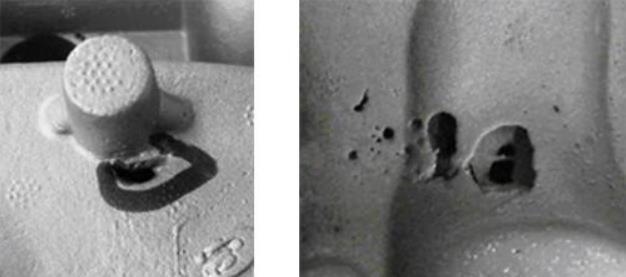
一、气孔
形成原因:
1.液体金属浇注时被卷入的气体在合金液凝固后以气孔的形式存在于铸件中
2.金属与铸型反应后在铸件表皮下生成的皮下气孔
3.合金液中的夹渣或氧化皮上附着的气体被混入合金液后形成气孔
解决方法及修补
1.浇注时防止空气卷入
2.合金液在进入型腔前先经过滤网以去除合金液中的夹渣、氧化皮和气泡
3.更换铸型材料或加涂料层防止合金液与铸型发生反应
4.在允许补焊部位将缺陷清理干净后进行补焊
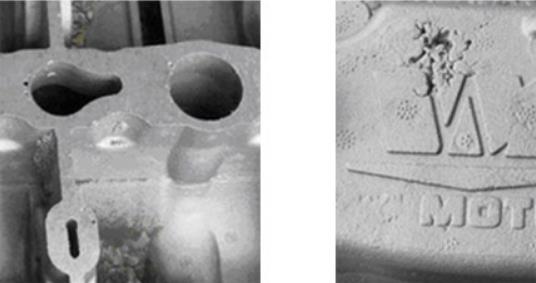
二、疏松
形成原因
1.合金液除气不干净形成疏松
2.最后凝固部位不缩不足
3.铸型局部过热、水分过多、排气不良
解决方法及修补
1.保持合理的凝固顺序和补缩
2.炉料静洁
3.在疏松部位放置冷铁
4.在允许补焊的部位可将缺陷部位清理干净后补焊
三、夹杂
形成原因
1.外来物混入液体合金并浇注人铸型
2.精炼效果不良
3.铸型内腔表面的外来物或造型材料剥落
解决方法及修补
1.仔细精炼并注意扒查
2.熔炼工具涂料层应附着牢固
3.浇注系统及型腔应清理干净
4.炉料应保持清洁
5.表面夹杂可打磨去除,必要时可进行补焊
四、夹渣
形成原因
1.精炼变质处理后除渣不干净
2.精炼变质后静置时间不够
3.浇注系统不合理,二次氧化皮卷入合金液中
4.精炼后合金液搅动或被污染
解决方法及修补
1.严格执行精炼变质浇注工艺要求
2.浇注时应使金属液平稳地注入铸型
3.炉料应保持清洁,回炉料处理及使用应严格遵守工艺规程
五、裂纹
形成原因
1.铸件各部分冷却不均匀
2.铸件凝固和冷却过程受到外界阻力而不能自由收缩,内应力超过合金强度而产生裂纹
解决方法及修补
1.尽可能保持顺序凝固或同时凝固,减少内应力
2.细化合金组织
3.选择适宜的浇注温度
4.增加铸型的退让性
六、偏析
形成原因
合金凝固时析出相与液相所含溶质浓度不同,多数情况液相溶质富集而又来不及扩散而使先后凝固部分的化学成分不均匀
解决方法
1.熔炼过程中加强搅拌并适当的静置
2.适当增加凝固冷却速度
七、成分超差
形成原因
1.中间合金或预制合金成分不均匀或成分分析误差过大
2.炉料计算或配料称量错误
3.熔炼操作失当,易氧化元素烧损过大
4.熔炼搅拌不均匀、易偏析元素分布不均匀
解决方法
1.炉前分析成分不合格时可适当进行调整
2.最终检验不合格时可会同设计使用部门协商处理
八、针孔
形成原因
合金在液体状态下溶解的气体(主要为氢),在合金凝固过程中自合金中析出而形成的均布形成的孔洞
解决方法及修补
1.合金液体状态下彻底精炼除气
2.在凝固过程中加大凝固速度防止溶解的气体自合金中析出
3.铸件在压力下凝固,防止合金溶解的气体析出
4.炉料、辅助材料及工具应干燥
总之,金属零件在铸造过程中,当液态的熔融金属开始凝固时,由于内部残留的各种气体不能够及时完全排出,同时金属结晶在收缩过程中产生收缩不均,从而造成铸件内部及表面不可避免的形成气孔、缩孔、裂纹及疏松等用肉眼难以发现的微孔缺陷。

现代汽车工业为了减轻发动机重量、节约油耗,汽车设计过程中较大限度的采用铝、镁、锌等有色轻金属及其合金材料和薄壁结构铸件作为发动机设计中的优先选择,因此现代发动机本体特别是1.6升排量以下的发动机本体的设计发展趋势为采用铝合金铸造技术加工缸体,但由于铝缸体在铸造的过程中易出现组织缩松、微孔等铸造缺陷,特别是当代铝缸体的铸造均采用了高压铸造技术,这种技术对缸体铸造来说固然是一个质的飞跃(高压铸造缸体外表面组织致密,硬度值偏高,加工余量均匀,工件质量有很大改观),然而铸造微孔数量比普通的重力铸造还要多。
这些微孔不均匀的分布在缸体的各个断面上,从其分布特点看,可以分为点状气孔,网状气孔及综合气孔,从其形态来看可分为封闭孔、盲孔及通孔。
为了弥补这些铸造缺陷,降低生产成本,浸渗设备、浸渗工艺技术得到应用和发展。
总结:以上就是台州浸渗小编整理的有关《浅析:铸造缺陷形成原因及解决办法》的大致内容,希望对朋友们有所帮助。如果您还想了解更多有关浸渗的信息,请收藏本站及时关注本站更新。
「东锐浸渗加工」电话:15067682657
(备注:本站部分文章、图片来源于网络,如有侵权请第一时间告知,小编核实后会立刻删除,不接受任何形式的恶意索赔。)
