大家都知道,金属铸件经过浸渗处理后,能够提升产品的合格率以及质量。那么产品浸渗后就结束了吗,还需要怎么处理呢?今天,台州浸渗小编就来和朋友们简单说说铸件浸渗后后期处理方法步骤,详情如下:
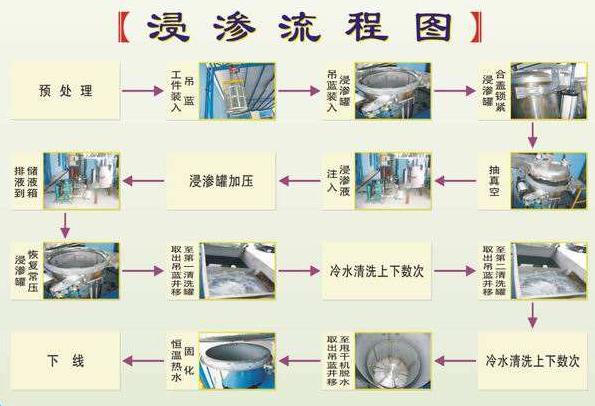
铸件浸渗处理后后期处理步骤
浸渗后处理是去除残胶,保证浸渗后合格率及保证缸体清洁度的一个重要环节。
1、离心甩干

浸渗后的工件表面、螺纹孔、各型腔内都会有一定量残胶存在,为了降低浸渗线的运行成本,对这部份胶液进行回收,所以单独的设立了离心甩干。
其工作过程是采用旋转电机运行,变频器控制。
对浸渗装置篮在变频器控制正反旋转进行甩干。
并且转速可调,甩干时间也可自行调节,甩下的残余浸渗液通过压力罐管道流回到储液罐。
2、表面清洗

此工位清洗采用常温清洗,工件在容器中进行上、下往复运动,清洗罐底部设有气体搅拌系统,通过压缩空气搅动容器清洗液进行流动,可以充分将工件上的残胶清洗干净。
3、定位清洗机

本工序清洗机采用的是前处理工序相类似的清洗机,采用工艺销孔定位,利用高压将清洗液送入清洗室的六面不锈钢喷嘴中,对工件的六个面的所有孔(定位销孔除外)进行高压喷洗,清洗工件所有孔内、各型腔,使得清洗后的工件内腔及表面无残留浸渗液。
4、固化及真空干燥
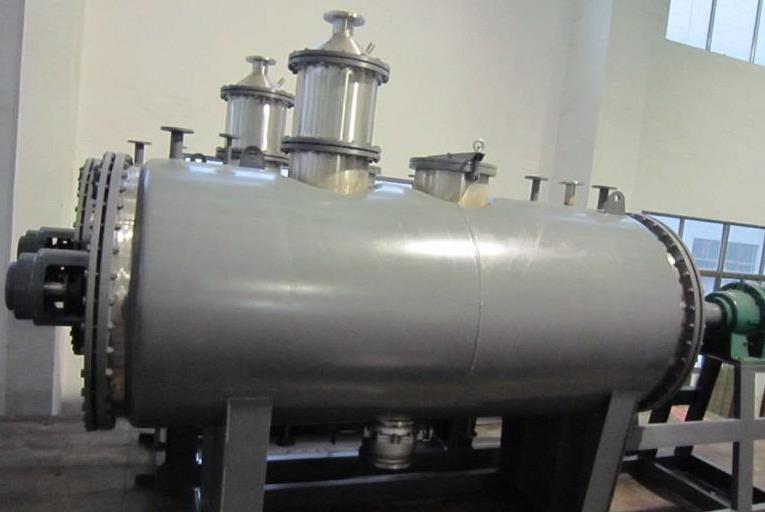
固化主要功能是对进入工件缺陷内部的浸渗液进行加热处理,使其固化,得到相应的强度和性能。
本工序是使用电加热器对水进行加热,达到86-95 0C可调,固化过程中水温自动保持恒定。
固化容器内设有热水循环泵以保证水的上下温度一致均匀。
在固化时间上要严格保证,固化时间需要设置一个合理的工艺参数,否则可能导致试漏合格率急剧下降。
这里的真空干燥系统与浸渗前相同,因此不做赘述。
浸渗后的较终检验采用的方式是试漏,共分为水路试漏和油路试漏两个步骤。
本工艺方案中共采用了两台设备分别对工件的水路、油路进行试漏,无机浸渗设备在试漏过程中我们采用的是压差式检测,试漏参数按照工艺文件要求进行执行。
检验工序对于整条浸渗线来说是不可少的工序,因为它直接能够反应出工件的浸渗效果如何。
总结:以上就是台州浸渗小编整理的有关《简述:铸件浸渗后后期处理方法步骤》的大致内容,希望对您的浸渗工作有所帮助。如果想要了解更多相关浸渗信息,请收藏本站及时关注本站更新。
总结:以上就是关于《简述:铸件浸渗后期处理方法步骤》的全部内容,希望对大家有所帮助。想了解更多有关浸渗剂、浸渗设备、浸渗加工方面的相关内容,请收藏本站及时关注本站更新。东锐浸渗唯一官方网址:www.cnzjsn.com「东锐浸渗加工」电话:15067682657
(备注:本站部分文章、图片来源于网络,如有侵权请第一时间告知,小编核实后会立刻删除,不接受任何形式的恶意索赔。)
